EDGE Wall



The Elematic EDGE Wall precast production line consists of a circulation line and optional battery molds, tilting tables, staircase molds and beam and column molds. It offers highly automated technology for all production functions.
The EDGE Wall is the best choice when a very high annual production capacity of 400,000 -750,000 m2 is required and when the production will include a wide range of different product types.
The EDGE line can produce various product types, including sandwich panels, cladding panels, solid panels, solid slabs and other precast products such as stairs and beams.
As with all Elematic production lines, the EDGE Wall can be, and almost always is, customized to suit the needs of a specific factory.
Download brochure
EDGE Wall line*
| Theoretical capacity | 1600-3024 m2/day (one casting) |
|---|---|
| Personnel | 30-35 |
| Production area | 9000 m2 |
| Land area | 70 000 m2 |
| No. of tables | 40-60 |
| Typical sice of table | 4.0 x 10.0 m |
| *All figures are estimates |
The Elematic EDGE Wall production line features mechanized production technology with state-of-the art machines and a high level of automation. The line needs an area of 9 000 m2 for production and service, and the total land area required for operation is 70 000 m2.
The EDGE Wall line is a circulation line in which tables move automatically along the production steps. The logistics of the line are cleverly designed with a central transfer wagon that ensures continuous line operation, even when products require different times for shuttering and furnishing. The productivity of the line is further improved with fully automated concrete transportation and an automatic shuttering station.
The maximum number of tables on the EDGE Wall is 60. It requires 30 – 35 personnel to operate it.
PROCESS DESCRIPTION
Wall panel production on the EDGE Wall line takes place in 9 functional steps:
- Batching and mixing
- Concrete transportation
- Shuttering, with robot and FaMe, and furnishing
- Casting and compaction
- Curing, with curing chamber and lifting device
- Demolding
- Wall surface finishing
- Table surface cleaning and oiling
- Storing, including lifting and transferring
The process starts with table preparation. First, the table is cleaned by the brushing unit of the cleaning machine, after which an oiling unit oils the table. In the shuttering phase, the Plotter first marks the locations of side forms, window and door openings, and other inserts, after which the side forms are placed automatically on the correct spots with a shuttering robot. Window and door openings are placed using the FaMe magnet shuttering system. Then reinforcements and other inserts are also added to the table.
Next, the table moves to the casting machine where the concrete is cast, and at the same time, the compaction station is used for compacting. If the precast product is insulated, the insulation is laid on top of the first cast layer, after which the second layer of concrete is cast. The table is automatically moved to the curing chamber shelf. When ready, the lifting device takes the table from the shelf and lowers it to the floor level. The table is moved to the de-molding station. The shuttering is removed manually, and the table is tilted up at the tilting station. The finished product is then transported with a transport wagon to the storage yard.
The whole process is managed and controlled with the world’s most advanced production planning system designed for precast production, the Elematic Plant Control and its manufacturing execution part, the WallMES.
SAFETY
All machines on the EDGE Wall line meet EC Machine Directive requirements. The line comes with thorough and clear user, maintenance and safety manuals in the required language.
MOLD HALL FOR INCREASED CAPACITY AND VARIATIONS
The second production hall, with an area of 3600 m2, contains battery molds and tilting tables. There is also an area reserved for special molds.
With three battery molds, as proposed in standard EDGE Wall concept, it produces solid walls and has a capacity of 1 728 m2/day. It requires 20 – 30 personnel. With 6 tilting tables, it has a capacity of up to 320 m2/day to produce loadbearing and non-loadbearing internal and external walls and cladding panels in a wide variety of sizes and shapes. The number of personnel required to operate the tilting tables is 6 – 12.
RELATED PRODUCTS AND SERVICES
Benefits
-
High productivity
-
Low operating costs
-
Top-class end product quality


EDGE Wall machinery
-
 Batching and Mixing Plant E9
Batching and Mixing Plant E9
-
 Shuttle E9
Shuttle E9
-
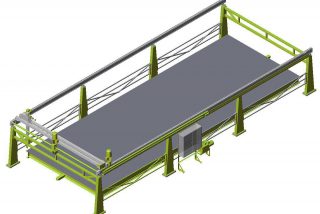
 Table E9
Table E9
-
 Vacuum table
Vacuum table
-
 Plotter E9
Plotter E9
-
 Shuttering Robot E9
Shuttering Robot E9
-
 Profiles
Profiles
-
 Magnets
Magnets
-
 Comcaster E9
Comcaster E9
-
 Compaction station E9
Compaction station E9
-
 Floating machine E9
Floating machine E9
-
 Lift E9
Lift E9
-
 Curing chamber
Curing chamber
-
 Tilting station E9
Tilting station E9
-
 Lifting beam E9
Lifting beam E9
-
 Lifting beam E9, automatic
Lifting beam E9, automatic
-
 Transport wagon E9
Transport wagon E9
-
 Cleaning machine E9
Cleaning machine E9
-
 Battery mold
Battery mold
-
 Caster P7
Caster P7






