Комбинированная линия полых сердечников и рам
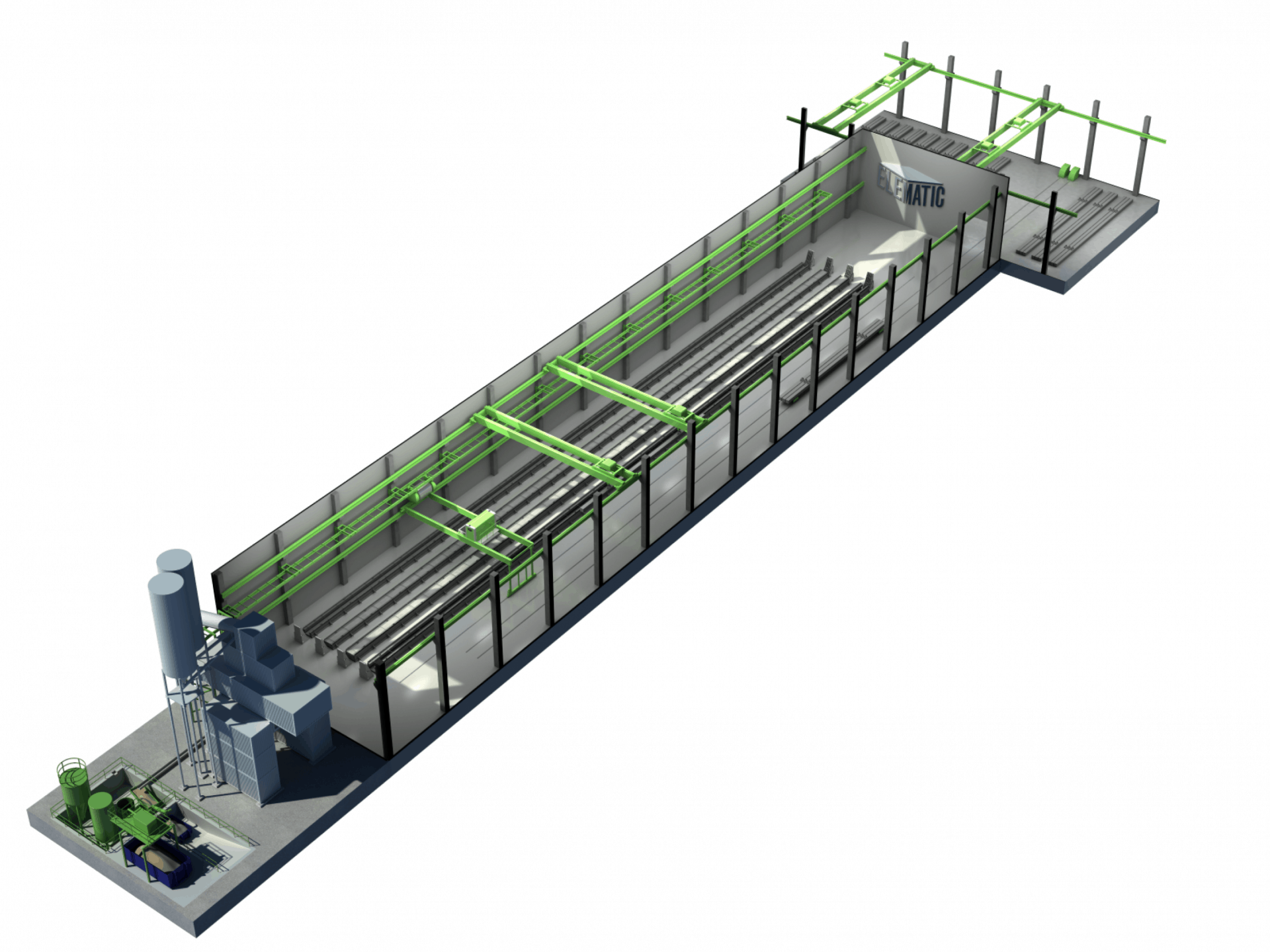
Комбинированная пустотно-каркасная линия Elematic предлагает высокопроизводительный способ производства высококачественных композитных плит, пустотных плит, ТТ-плит, балок и колонн на одной производственной линии. Линия обеспечивает высокий коэффициент использования производственных мощностей при широком ассортименте продукции.
Комбинированная линия по производству пустотелого бетона и каркаса охватывает весь процесс от дозирования бетона до управления складом. Для производства линии требуется площадь от 3 000 до 5 000 м2, а общая площадь участка, необходимого для работы, составляет около 10 000 м2.
Комбинированная полая и каркасная линия*
| Теоретическая мощность | Пустотелая плита 576 м2/день |
|---|---|
| Балки и колонны 10-30 м3/день | |
| Производственная площадь | 3000-5000 m2 |
| Площадь земли | 10 000 m2 |
| Количество кроватей | 4+2 |
| *Все цифры являются приблизительными |
Комбинированная линия по производству пустотелых плит и каркасов отличается компактной планировкой, позволяющей выпускать широкий ассортимент продукции на одних и тех же производственных площадях. Обычная конфигурация линии включает в себя шесть производственных линий, из которых 4 подходят для производства пустотелых элементов и две - для балок и колонн, однако линии всегда проектируются индивидуально. Планировка зависит от требований к производственной мощности продукции.
Затвердевание ускоряется благодаря встроенной системе подогрева, установленной на литейных станинах. Нагрев на линии основан на циркуляции горячей воды.
ОПИСАНИЯ ПРОЦЕССОВ
Производство пустотелых плит проходит в 10 функциональных этапов:
- Дозирование и смешивание
- Транспортировка бетона
- Распределение бетона
- Подготовка кровати
- Предварительное напряжение
- Кастинг
- Модификация перекрытий
- Вылечить
- Резка
- Хранение
Процесс начинается с подготовки станины. Сначала станина очищается и смазывается маслом, после чего натягиваются пряди предварительного напряжения. Затем пряди предварительно напрягаются. Затем на станину поднимается заливочная машина и заполняется бетоном. На свежую плиту наносят разметку и отверстия, а затем накрывают брезентом для поддержания оптимальных условий твердения. После затвердевания слябы разрезаются по длине в соответствии с производственным планом. Нарезанные плиты поднимаются со станины и перемещаются на склад.
Производство балок и колонн осуществляется в 10 функциональных этапов:
- Дозирование и смешивание
- Транспортировка бетона
- Подготовка пресс-формы
- Укрепление и оснащение
- Преднапряжение
- Заливка и уплотнение
- Вылечить
- Снятие с производства
- Очистка и смазка от плесени
- Хранение
Процесс начинается с армирования и изготовления формы для балок и колонн. Арматура укладывается в литейную форму. После этого формы заливаются с помощью литейной машины, называемой рамной МНЛЗ P7.
Балки и колонны отверждаются в формах обычно 6-18 часов, а затем извлекаются из формы. Готовые балки и колонны перевозятся на склад с помощью транспортного вагона E9-1200w, а формы очищаются и смазываются маслом для следующего литья.
ХАРАКТЕРИСТИКИ ОБРАЗЦОВ РАСТЕНИЙ
- Съемочная группа: 10-15 человек в две смены
- Производство бетона: Современный завод Elematic B&M
- Транспортировка бетона: Автоматическая челночная система Elematic
- Производственные линии: Обслуживаются вагонами
- Снятие и подъем: С помощью мостовых кранов
- Смена формочек: 4-8 часов силами 4 человек в зависимости от формы
- Заливка: Регулируемый ковш, уровень заливки от 0,45 м до 2,7 м
- Пустотелые плиты: Макс. 5 кроватей/рабочий день
- Плиты TT: Макс. 1 кровать/рабочий день
- HI- и I-образные балки: В зависимости от количества имеющихся пресс-форм
- Основные колонны и балки: Макс. 1 линия пресс-форм/рабочий день
БЕЗОПАСНОСТЬ
Все станки комбинированной линии для изготовления пустотелых плит и рам отвечают требованиям Директивы ЕС по станкам. Линия поставляется с подробными и понятными руководствами по эксплуатации, техническому обслуживанию и безопасности на необходимом языке.


















У вас есть вопросы? Свяжитесь с нами!
или