خط قلب مجوف وإطار مدمج
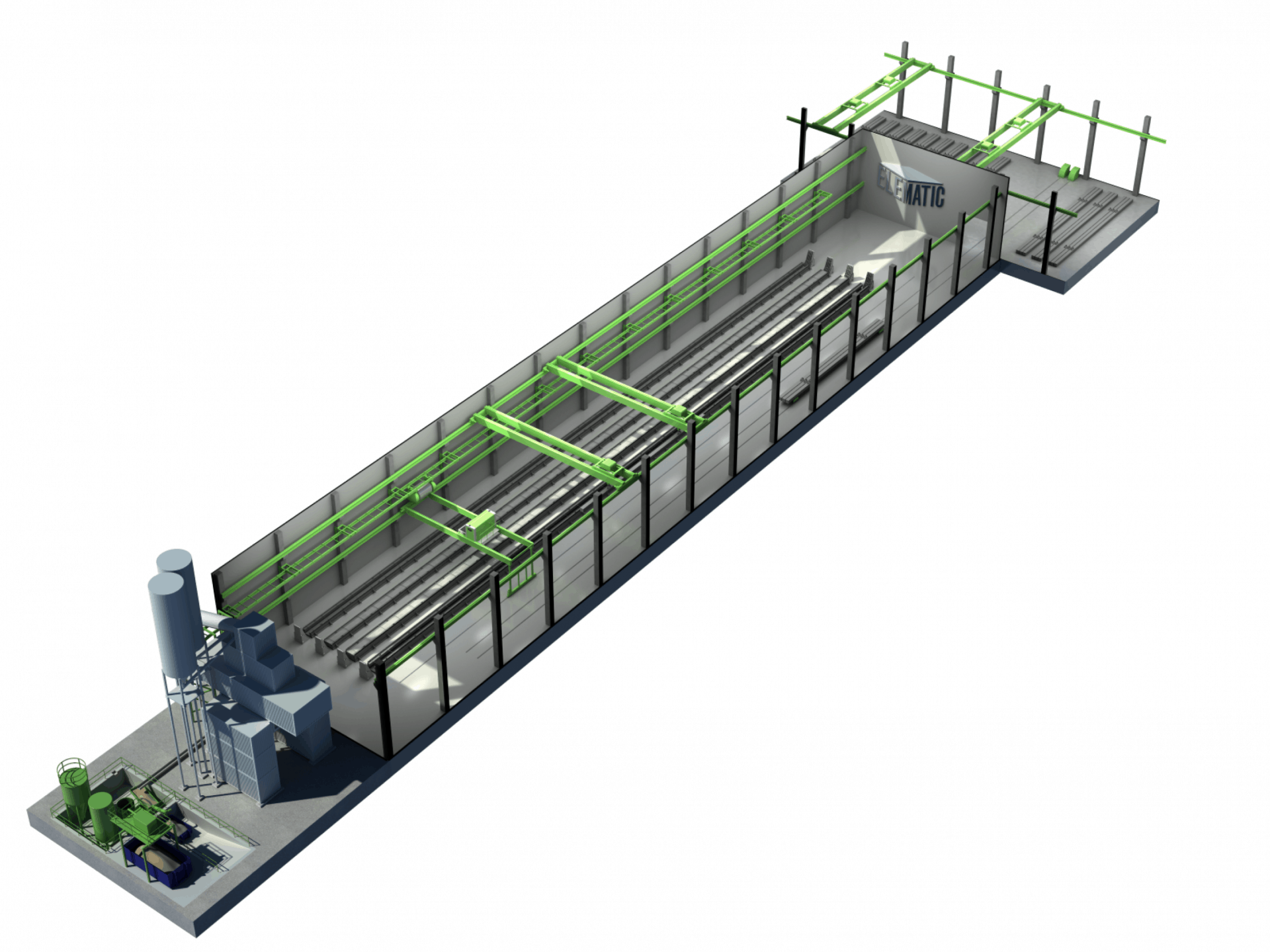
يوفر خط Elematic المدمج بين اللب المجوف والإطار طريقة عالية الإنتاجية لتصنيع الألواح المركبة عالية الجودة، والألواح المجوفة اللبية، والألواح المجوفة اللبية، والألواح ذات القالب TT، والعوارض والأعمدة بخط إنتاج واحد. يوفر الخط معدل استخدام عالي السعة مع مجموعة واسعة من المنتجات.
يغطي خط اللب المجوف والإطار المشترك العملية بأكملها بدءًا من خلط الخرسانة وحتى إدارة ساحة التخزين. يحتاج الخط إلى مساحة تتراوح بين 3,000 و5,000 م2 للإنتاج، وتبلغ مساحة الأرض الإجمالية المطلوبة للتشغيل حوالي 10,000 م2.
خط قلب مجوّف وإطار مدمج*
| السعة النظرية | بلاطة مجوفة مجوفة 576 م2/يوميًا |
|---|---|
| العوارض والأعمدة 10-30 م3/اليوم | |
| منطقة الإنتاج | 3000-5000 m2 |
| مساحة الأرض | 10 000 m2 |
| عدد الأسرة | 4+2 |
| * جميع الأرقام تقديرية |
يتميز خط اللب المجوف والإطار المدمج بتصميم مدمج لمجموعة واسعة من المنتجات في نفس مرافق الإنتاج. يتضمن الإعداد المنتظم للخط ستة خطوط إنتاج منها 4 خطوط إنتاج مناسبة لإنتاج اللب المجوف واثنان للعوارض والأعمدة، ومع ذلك، يتم تصميم الخطوط دائمًا حسب كل حالة على حدة. يعتمد التصميم على متطلبات الطاقة الإنتاجية للمنتجات.
يتم تسريع عملية المعالجة من خلال نظام تسخين متكامل مثبت على أسرة الصب. يعتمد التسخين على الخط على تدوير الماء الساخن.
أوصاف العملية
يتم إنتاج اللوح المجوف في 10 خطوات وظيفية:
- الخلط والخلط
- نقل الخرسانة
- توزيع الخرسانة
- تجهيز السرير
- الإجهاد المسبق
- الصب
- تعديل البلاطة
- المعالجة
- القطع
- التخزين
تبدأ العملية بإعداد السرير. أولاً، يتم تنظيف السرير وتزييته وبعد ذلك يتم سحب خيوط الإجهاد المسبق. ثم يتم بعد ذلك إجهاد الخيوط مسبقاً. ثم يتم رفع آلة الصب على السرير وتعبئته بالخرسانة. يتم بعد ذلك تعديل البلاطة الطازجة بعلامات وفتحات ثم تغطيتها بقماش مشمع للحفاظ على ظروف المعالجة المثلى. بعد المعالجة، يتم تقطيع الألواح حسب الطول وفقاً لخطة الإنتاج. يتم رفع الألواح المقطوعة من السرير ونقلها إلى المخزن.
يتم إنتاج العوارض والأعمدة في 10 خطوات وظيفية:
- الخلط والخلط
- نقل الخرسانة
- تحضير القالب
- التعزيز والتأثيث
- التثبيت المسبق
- الصب والضغط
- المعالجة
- إزالة القوالب
- تنظيف العفن وتزييته
- التخزين
تبدأ العملية بتسليح وتجهيز قالب العارضة والعمود. يتم وضع التسليح في قالب الصب. بعد ذلك، يتم صب القوالب بماكينة الصب التي تُدعى عجلة الصب الإطار P7.
يتم معالجة العوارض والأعمدة على القوالب عادةً من 6 إلى 18 ساعة ثم يتم إزالتها من القالب. ثم تُنقل العوارض والأعمدة الجاهزة إلى ساحة التخزين بعربة النقل E9-1200w ويتم تنظيف القوالب وتزييتها للصب التالي.
خصائص نبات العينة
- طاقم الإنتاج: 10-15 شخصًا في نوبتين
- إنتاج الخرسانة: مصنع Elematic ب&م الحديث
- نقل الخرسانة: نظام النقل المكوكي الأوتوماتيكي Elematic
- خطوط الإنتاج: تخدمها العربات
- التجريد والرفع: يتم التعامل معها بواسطة الرافعات الجسرية
- تغيير القوالب من 4-8 ساعات بواسطة 4 رجال حسب القوالب
- الصب: دلو قابل للتعديل، مستوى الصب من 0.45 م إلى 2.7 م
- ألواح مجوفة النواة: كحد أقصى. 5 أسرة/يوم عمل/يوم عمل
- ألواح TT-slabs: كحد أقصى. 1 سرير/يوم عمل 1
- عوارض HI- و I: حسب عدد القوالب المتاحة
- أعمدة وعوارض أساسية: كحد أقصى. 1 خط قالب/يوم عمل 1
السلامة
جميع الماكينات في خط الإنتاج المجوف والإطار المدمج تفي بمتطلبات التوجيه الأوروبي للماكينات. يأتي الخط مع كتيبات شاملة وواضحة للمستخدم والصيانة والسلامة باللغة المطلوبة.


















هل لديك أسئلة؟ اتصل بنا!
أو