Wie kann man bei der Herstellung von Hohldecken Zement sparen?

Haben Sie darüber nachgedacht, wie Sie die Produktivität Ihres Fertigteilwerks kosteneffizient steigern können? Wie Sie Zement sparen und die Kapazität Ihrer Hohldeckenproduktion sichern können? Wenn ja, lesen Sie, wie ein moderner Scherverdichtungsextruder entwickelt wurde und wie er sich heute positiv auf die Hohldeckenproduktion auswirkt.
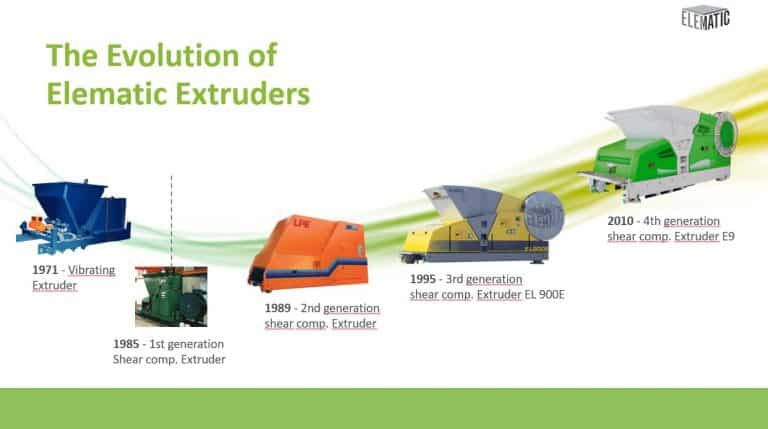
Wenn die Geschichte Ihres Werks bis ins frühe 20. Jahrhundert zurückreicht, wurde die Produktion von Hohldecken möglicherweise mit Gleitfertigern oder Maschinen nach dem "Rohrzugverfahren" aufgenommen. In den 1930er Jahren waren dies die einzigen Möglichkeiten. Etwa 30 Jahre später wurde der erste Schritt zu einer effizienteren Produktion mit einem Vibrationsextruder getan. Im Jahr 1971 stellte Elematic - die damalige Toijalan teräsvalmiste - ihren ersten Vibrationsextruder vor.
Aber wie funktionieren Vibrationsextruder? Sie verfügen über einen Elektromotor, der den Exzenter in Rotation versetzt, was zu einer Vibrationsfrequenz von 50 - 250 Hz führt. Diese Methode ermöglicht eine einfache Produktion mit effizienter Verdichtung, hat aber auch einige Nachteile. Die Qualität ist uneinheitlich, der Lärmpegel ist extrem hoch und die Maschinen sind störanfällig. Das geht so weit, dass im schlimmsten Fall Ihre Produktion ins Stocken gerät und Sie bei Ausschreibungen gegen Ihre Mitbewerber verlieren.
In den 80er Jahren wollten wir die Situation ändern und entwickelten 1985 den ersten Scherverdichtungsextruder überhaupt. Seitdem bevorzugen Maschinenhersteller die Scherverdichtungsmethode aufgrund der vielen Vorteile, die sie für die Anlage mit sich bringt.
Wie funktioniert die Scherverdichtung?
Wie funktioniert ein Scherverdichtungsextruder? Der Beton wird durch eine kontrollierte dreidimensionale Bewegung verdichtet. Die Verdichtungsfrequenz beträgt etwa 10 Hz. Sie ist im Vergleich zu vibrierenden Extrudern deutlich geringer. Eine wesentliche Rolle spielen auch die effizienten Förderschnecken. Sie schieben den Extruder beim Verdichten des Betons auf der Produktionsbahn vorwärts.
Im Laufe der Jahre wurde das Verfahren der Scherverdichtung stark weiterentwickelt. Heute ist sie die beste Wahl für eine kosteneffiziente Produktion von Hohlkörperplatten. Wenn Sie daran interessiert sind, Ihre erste Hohlkörperfabrik zu errichten oder nach effizienteren Produktionsmethoden suchen, sind Ihre Bedürfnisse mit dem Elematic Extruder P7 erfüllt worden. Er arbeitet mit der Technologie der Scherverdichtung und bewegt sich entlang des Bettes, wobei frisch gegossene Platten mit genau den gewünschten Abmessungen und glatten Oberflächen zurückbleiben.

Gleichbleibende Qualität durch automatische Verdichtung
Ganz gleich, wie gut Ihre Mischanlage ist, es ist nicht möglich, jedes Mal 100 % gleiche Betonchargen herzustellen. Es wird Schwankungen von Charge zu Charge geben, die die Verarbeitbarkeit des Betons beeinträchtigen. An dieser Stelle hilft die automatische Verdichtung. Die automatische Verdichtungskontrolle erfasst die Konsistenz des Betons durch Messung des Schneckenwiderstands. Auf der Grundlage dieser Informationen werden die Betonierungsparameter angepasst: Bremsen, "Ziehen"=Hilfsbewegung, Häufigkeit der Scherverdichtungsbewegung und Schneckendrehzahlen. Dies gewährleistet eine konstante Verdichtung und eine kohäsive Qualität der produzierten Decken.
Was ist der größte Vorteil einer effizienten Verdichtung? Sie sparen erheblich an Zement, da deutlich weniger Zement benötigt wird, um die Zwischenräume zwischen den Zuschlagstoffen zu füllen. Im Vergleich zu einem Gleitfertiger benötigen Sie zum Beispiel bis zu 30 % weniger Beton und sparen bis zu 150 kg / m³ Zement. Der Extruder E9 2010 verdichtet 10 - 15 % effizienter und spart 15 - 50 kg / m³ Zement im Vergleich zum älteren Elematic Extruder EL 900.
HINWEIS: Die Dichte des Betons hat einen exponentiellen Einfluss auf die Festigkeit. Eine Verringerung der Verdichtung um 5 % bedeutet eine Verringerung der Festigkeit um über 30 %!
Vielleicht ist Ihnen auch aufgefallen, dass es manchmal zu Problemen kommt, weil sich der Widerstand durch die Reibung der Litzen oder die Menge des Betons im Trichter ändert. Diese Probleme können mit der automatischen Verdichtung vermieden werden. Sie widersteht oder unterstützt die Auspressbewegung, je nachdem, was zu einem bestimmten Zeitpunkt erforderlich ist.

Auf die Konstruktion der Maschine kommt es an
Im Vergleich zum alten Elematic EL900 und anderen Extrudern auf dem Markt hat der Extruder P7 einen steiferen Rahmen. So gibt der Rahmen nicht nach und die Kraft geht an den Beton. Die Steifigkeit wird durch die Verwendung von Gussteilen anstelle von Teilen aus Stahlblech erreicht.
Wenn Sie außerdem Brammen mit unterschiedlichen Querschnitten herstellen wollen, stehen mehrere Düseneinheiten zur Verfügung, und wir können Sie bei der Auswahl der am besten geeigneten beraten. Auch wenn Ihre Kunden Brammen mit unterschiedlichen Höhen benötigen, können Sie den Bedarf mit der P7 decken. Sie ist für das Gießen von Brammen mit einer Höhe von bis zu 500 mm ausgelegt.
Effiziente Verdichtung bedeutet weniger Litzenverschiebungen und geometrisch perfekte Decken. Außerdem sparen Sie erheblich Zement und verringern die Anzahl der Produktionsfehler. Ihre Kunden werden es Ihnen mit schnellen Lieferungen hochwertiger Decken danken, und so werden Sie in Zukunft mehr Projekte gewinnen.
Autor

Jani Eilola
Produktleiter, Bodentechnologien
Elematic

